 Уплотнения
Уплотнения Продукция igus
Продукция igus- Продукция igus
- Энергоцепи
- Энергоцепи
- Небольшие пространства для монтажа
- Стандартная конструкция для различных индустрий
- Цельные, легко наполняемые энергоцепи с застежкой-молнией
- Энергоцепи для защиты кабелей от стружки и грязи
- Бесшумные, износостойкие энергоцепи с низким уровнем вибрации
- Энергоцепи для перемещений на большие расстояния и специальные решения
- Трехмерные и круговые перемещения, применение для роботов
- Кабели
- Подшипники
- Подшипники
- Подшипники скольжения iglidur®
- Шарнирные подшипники igubal®
- Шарнирные подшипники igubal®
- Подшипники в корпусе
- Сферические подшипники
 Инжиниринг
Инжиниринг- Инжиниринг
- Загрузочные устройства
- Водяные пушки
- Продукция G&G Filtration
- Продукция G&G Filtration
- Рукавные фильтры G&G Bag House
 Линейное перемещение
Линейное перемещение- Линейное перемещение
- Рельсовые направляющие Hiwin
- Шарико-винтовые пары Hiwin
- Рельсовые направляющие LinTech
- Защита для станков
- Защита для станков
- Манжеты Molerit
- Гофрозащиты
- Гофрозащиты
- Cтандартные гофрозащиты
- Телескопические защиты
- Спиральная защита
 Пружины
Пружины Гидротехническое оборудование
Гидротехническое оборудование- Гидротехническое оборудование
- Форсунки Lechler
- Форсунки Lechler
- ТОП
- Пневматические форсунки Lechler
- Форсунки полого конуса Lechler
- Форсунки полого конуса Lechler
- Аксиальные форсунки "Полого конуса"
- Тангенциальные форсунки "Полого конуса"
- Форсунки полного конуса Lechler
- Плоскоструйные форсунки Lechler
- Цельноструйные форсунки Lechler
- Цельноструйные форсунки Lechler
- Цельноструйные форсунки низкого давления
- Цельноструйные форсунки высокого давления
- Воздушные форсунки Lechler
- Воздушные форсунки Lechler
- Воздушные форсунки с плоским факелом распыления
- Воздушные форсунки с круглым факелом распыления
- Комплектующие и аксессуары для форсунок Lechler
- Специальные решения с форсунками
- Моющие головки, форсунки для очистки емкостей Lechler
- Моющие головки, форсунки для очистки емкостей Lechler
- Статические моющие головки, спрейболы (1-й класс эффективности)
- Щелевые ротационные моющие головки свободного вращения (2-й и 3-й класс эффективности)
- Ротационные моющие головки с контролируемым вращением (4-й класс эффективности)
- Струйные устройства для мойки емкостей "gear-controlled" (5-й класс эффективности)
- Аксессуары для моющих головок Lechler
- Ротационные соединения Maier
- Ротационные соединения Maier
- Ротационные соединения MAIER серии DS
- Ротационные соединения MAIER серии DS
- Однопоточные ротационные соединения MAIER серии DS
- Двухпоточные ротационные соединения MAIER серии DS
- Ротационные соединения MAIER серии DP
- Ротационные соединения MAIER серии DP
- Однопоточные ротационные соединения MAIER серии DP
- Двухпоточные ротационные соединения MAIER серии DP
- Ротационные соединения MAIER серии DX / DXS
- Ротационные соединения MAIER серии H / HW
- Ротационные соединения MAIER серии M
- Ротационные соединения MAIER серии DA
- Гибкие модульные трубки подачи СОЖ Legrom
- Смотровые окна, подсветка и стекла PAPENMEIER
- Смотровые окна, подсветка и стекла PAPENMEIER
- Смотровые стекла
- Смотровые окна и диоптры
- Смотровые стекла со очистителем
- Светильники для обычной среды (Non-Ex)
- Светильники для EX среды (взрывозащищенные)
- Запорная арматура END-ARMATUREN
- Запорная арматура END-ARMATUREN
- Краны шаровые END ARMATUREN
- Трубные фитинги END ARMATUREN
- Электромагнитные клапаны END ARMATUREN
- Аксессуары END-ARMATUREN
- Дозирующие насосы SERA
- Плунжерные насосы высокого давления CAT PUMPS
- Плунжерные насосы высокого давления CAT PUMPS
- Плунжерные насосы Cat Pumps
- Оригинальные запчасти и комплектующие Cat Pumps
- Насосы и комплектующие Watson-Marlow
- Насосы и комплектующие Watson-Marlow
- Трубки для насосов Watson-Marlow
- Синусоидальные насосы MasoSine
- Мембранные пневматические насосы DELLMECO
- Фильтрация Lenzing
- Фильтрация Lenzing
- Фильтрационные картриджи, фильтра
- Корпусы фильтров для водоподготовки
- Фитинги AIGNEP
- Фитинги AIGNEP
- Цанговые фитинги
- Адаптеры
 Роботизация и автоматизация производства
Роботизация и автоматизация производства- Роботизация и автоматизация производства
- Двойной стол TE для промышленных роботов
- Double lathe TV - двухшпиндельный стенд для автоматизации производства
- Double orbital DTO - двухшпиндельный орбитальный станок для роботизированных систем
- TILTING ROTO PRBC - роботизированный позиционер с наклоном
- Портальная система GANTRY - Y
- Седьмая ось для роботов
- Седьмая ось для роботов
- Высокоскоростная седьмая ось sled speed - 7 th AXIS S
- Дополнительная седьмая ось
- Сварочный кантователь LATHE
- Сварочные боксы
Комплектующие и расходные материалы
214000 товаров от 15 европейских производителей
DIN 2093 Шайба пружина тарельчатая HENNLICH

Содержание
1. Сфера и область применения.
2. Определение.
3. Символы и единицы измерения.
4. Классификация.
5. Размеры и обозначения.
6. Допуски.
6.1. Допуск на диаметр (диаметра).
6.2. Допуск на толщину.
6.3. Допуск на длину пружины в свободном состоянии, l0.
7. Допуски на нагрузку на пружину.
7.1. Одиночные пружины.
7.2. Пакеты пружин с последовательным расположением.
8. Зазор между пружиной и центрирующим элементом.
9. Допустимая осадка.
10. Точки напряжения в пружинах, которые подвергаются воздействию статической нагрузки или же умеренной усталостной нагрузки.
11. Точки напряжения в пружинах, которые подвергаются воздействию усталостной нагрузки.
11.1. Минимальная начальная деформация, чтобы избежать поломки пружины.
11.2. Точки напряжения.
12. Виды используемых материалов.
13. Процесс производства и качество обработки поверхности.
14. Закалка и обработка поверхности.
14.1. Закалка.
14.2. Дробеструйное упрочнение.
14.3. Защита от коррозии.
15. Испытание пружин.
15.1. Контроль размеров и других характеристик пружины.
15.2. Испытания пружин на прочность.
16. Прочие требования.
Стандарты, ссылки на которые присутствуют в тексте.
Все размеры приведены в мм
1. Сфера и область применения
Данный стандарт определяет требования к материалам, размерам, допускам, а также допустимым нагрузкам для конических тарельчатых пружин. Он включает в себя графики, таблицы и рисунки, демонстрирующие допустимую осадку, релаксацию и срок работы данного типа пружин, а также влияние на них различных видов нагрузки.
Минимальные требования, приведённые в данном стандарте, нацелены на то, чтобы обеспечить правильную работу конических тарельчатых пружин. Они также могут быть применены к нестандартным видам пружинам.
Три серии пружин, указанные в данном стандарте, представляют группы пружин различных размеров, которые соответствуют общепринятым нормам, применяемым на практике.
Конические тарельчатые пружины не предназначены для использования в пружинных узлах с гайками или болтами, которые противодействуют осадке (как например тарельчатые пружинные шайбы, описываемые в DIN 6796).
2. Определение
Конические тарельчатые пружины (далее по тексту «пружины») это кольцеобразные, конические элементы, которые являются устойчивыми к силе сжатия применяемой аксиально (по направлению оси). Они производятся как в форме одиночных пружин, так и в форме пакетов пружин, с параллельным или последовательным расположением. Такие пружины могут подвергаться как статической, так и усталостной нагрузке. Помимо этого, они могут иметь шлифованные опорные плоскости (далее по тексту «опорные плоскости»).
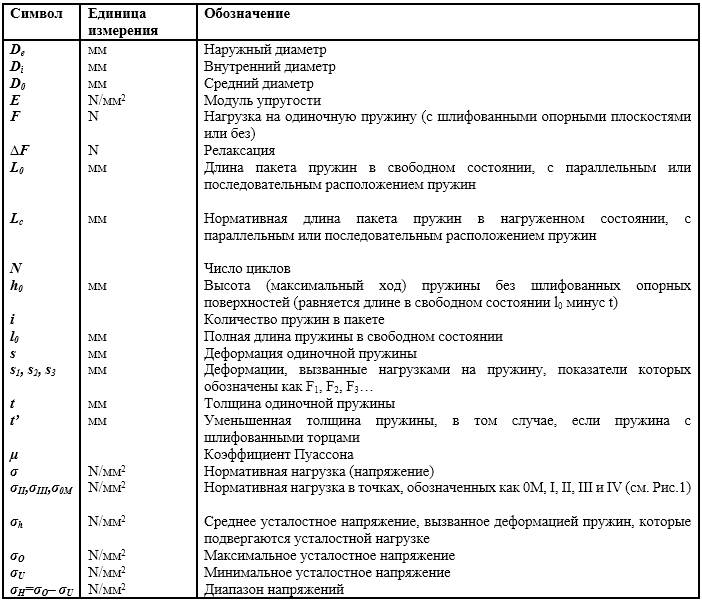
3. Символы и единицы измерения
4. Классификация
В данном стандарте приводятся различия между тремя группами пружин, в соответствии с Таблицей 1.
Таблица 1
|
Группа |
Толщина одиночной пружины, t |
Одиночная пружина со шлифованными торцами |
|---|---|---|
|
1 |
Меньше чем 1,25 |
Нет |
|
2 |
От 1,25 до 6 |
Нет |
|
3 |
От 6 до 14 |
Да |
5. Размеры и обозначения
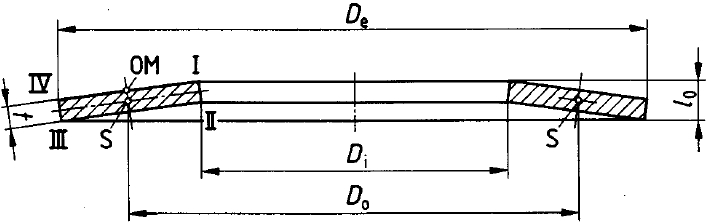
Коническая тарельчатая пружина 1 или 2 группы
Коническая тарельчатая пружина 3группы
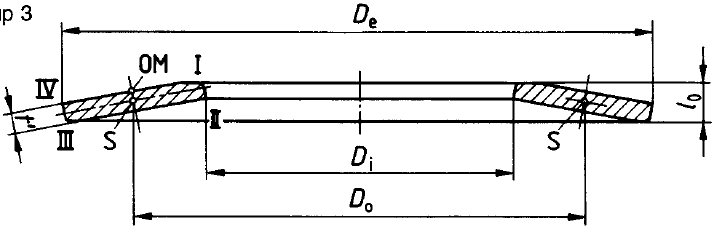
Рис. 1 Изображение поперечного сечения одиночной пружины, включая соответствующие точки нагрузки
Обозначение конической тарельчатой пружины серии А с наружным диаметром De от 40 мм:
Конические тарельчатые пружины DIN 2093 – A 40
В тех случаях, когда для 2 группы пружин применяется специальный способ изготовления (См. Таблицу 10), обозначения должны быть изменены следующим образом:
• Если пружины производятся методом точения:
Конические тарельчатые пружины DIN 2093 – A 40 G
• Если пружины производятся методом штамповки
Конические тарельчатые пружины DIN 2093 – A 40 F
Таблица 2. Конические тарельчатые пружины серии А (с De/t = 18; h0/t = 0,4; E = 206 000 N/мм2 и μ = 0,3)
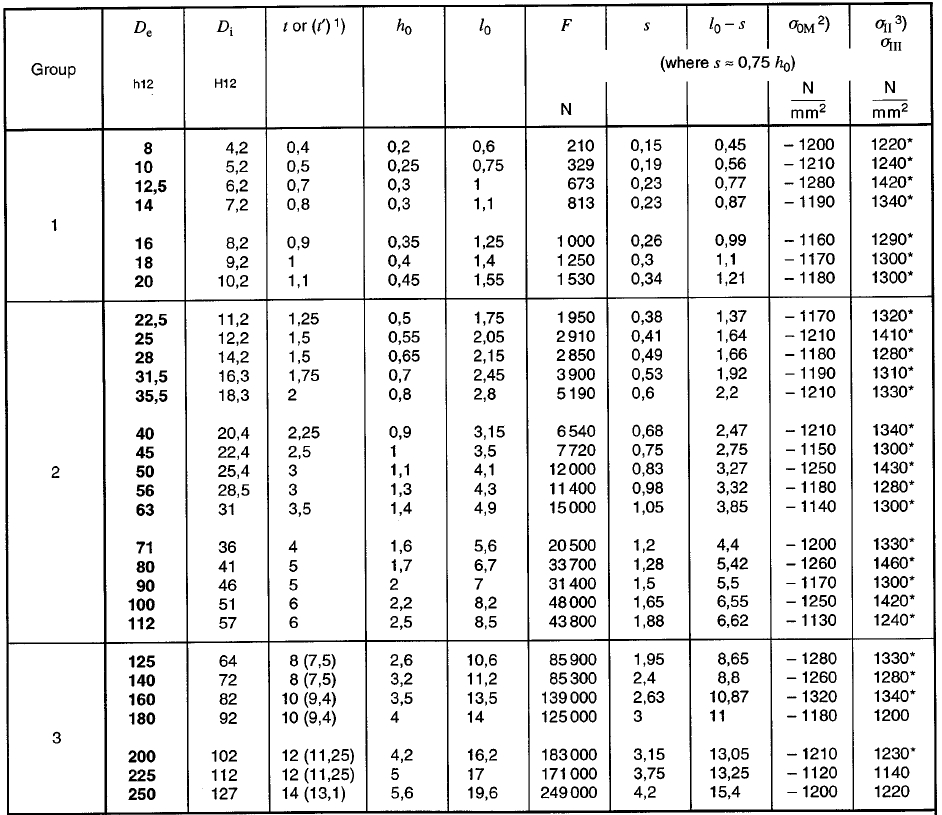
Таблица 3. Конические тарельчатые пружины серии В (с De/t = 28; h0/t = 0,75; E = 206 000 N/мм2 и μ = 0,3)
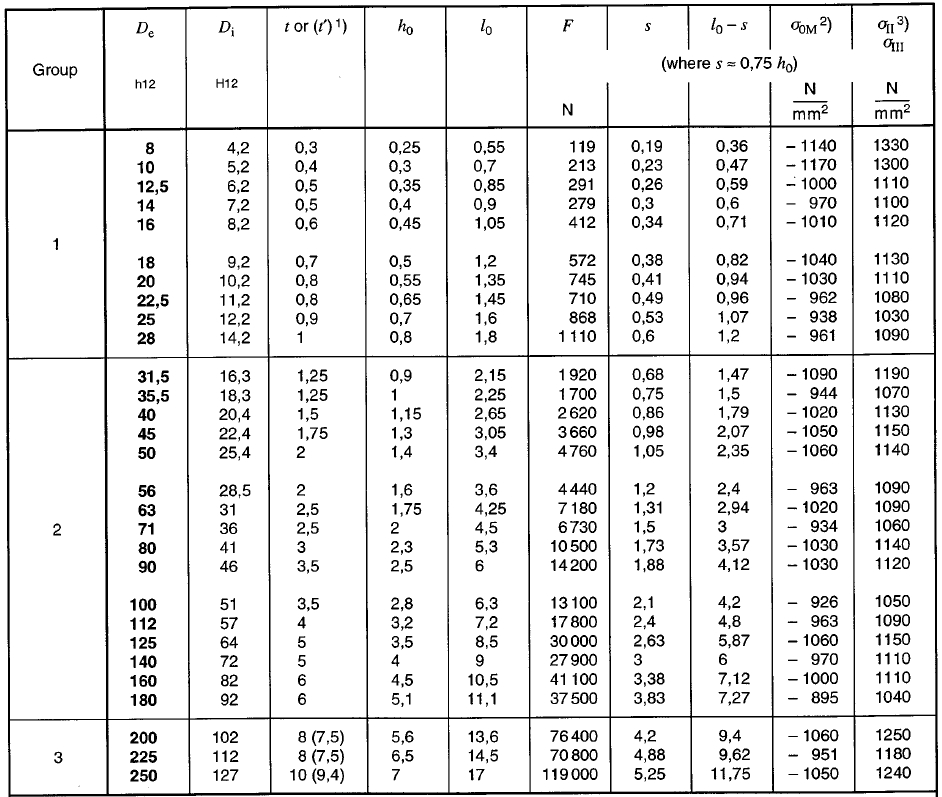
Таблица 4. Конические тарельчатые пружины серии С (с De/t = 40; h0/t = 1,3; E = 206 000 N/мм2 и μ = 0,3)
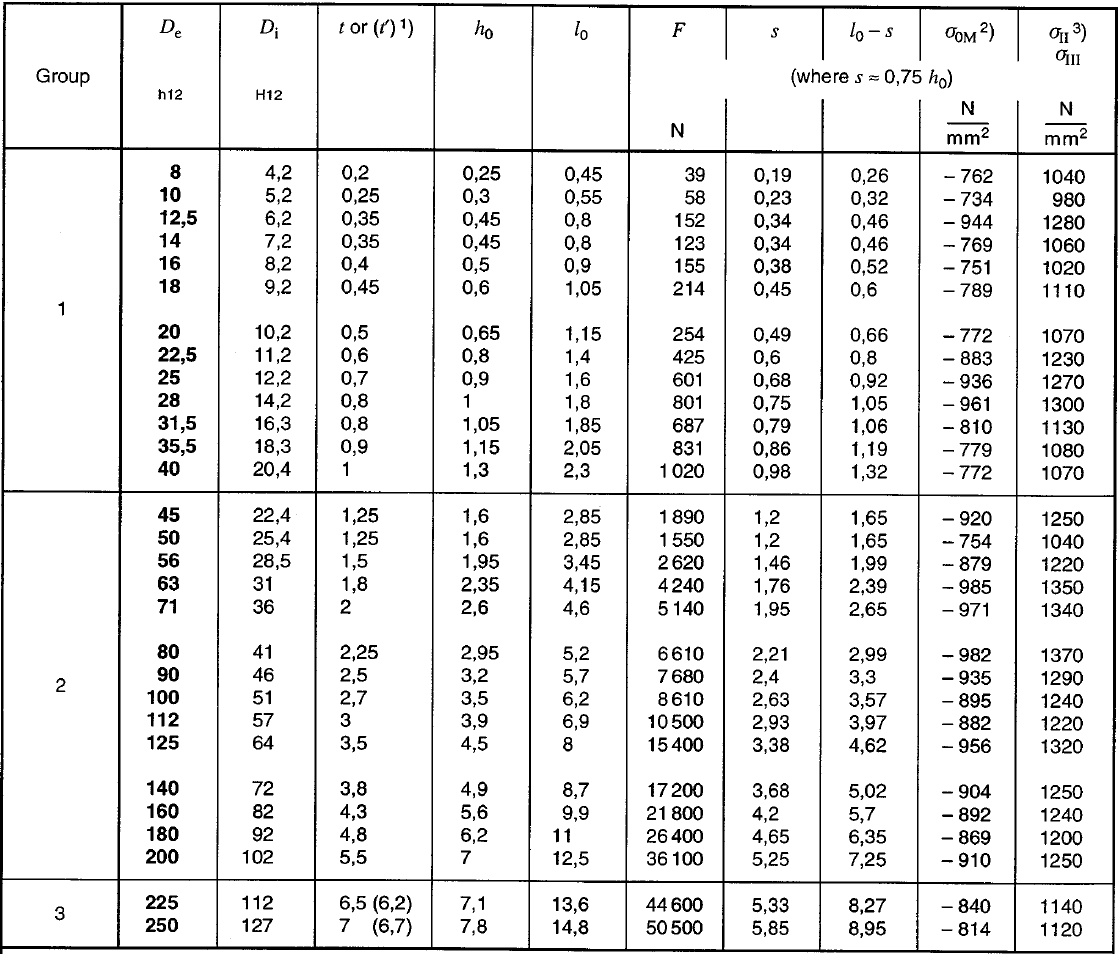
1) Значения, указанные для t, являются номинальными величинами. Для 3 группы пружин, значения указанные в скобках обозначают t’(уменьшенную толщину). Предельные отклонения для толщины указаны в подпункте 6.2.
2) Нормативное напряжение, которая присутствует на конической поверхности пружины. обозначена как 0М.
3) Указанные значения применяются для самых значительных напряжений на разрыв, которые возникают на нижних опорных плоскостях пружины. Значения, обозначенные звездочкой (*) применяются к точке, которая определена как II. Значения, которые указаны без звёздочки, применимы в точке, которая обозначена как III.
В том случае, если используются пружины с шлифованными торцами (см. группу 3 в пункте 4), заданную нагрузку на пружину F (где s приблизительно равно 0,75 h0), можно получить путём уменьшения толщины одиночной пружины t, что в результате даст значение t’. Если используются пружины серии А и В, значение t’ должно быть приблизительно равно 0,94t, а в случае использования пружин серии С, t’ должно быть приблизительно равно 0,96t.
6. Допуски тарельчатых пружин
6.1. Допуск на диаметр тарельчатой пружины
Допуск класса h12, должен применятся к наружному диаметру De всех пружин.
Допуск на соосность для наружного диаметра, где De не превышает 50, должен быть 2 • IT 11. Если же De превышает 50, тогда допуск на соосность должен быть 2 • IT 12.
Класс допуска Н12 должен применяться для внутреннего диаметра Di.
6.2. Допуск на толщину тарельчатой пружины
Таблица 5
|
Группа |
t или t’ |
Предельные отклонения 4) |
|
1
|
От 0,2 до 0,6 |
+ 0,02 |
|
От 0,6 до 1,25 |
+ 0,03 |
|
|
2 |
От 1,25 до 3,8 |
+ 0,04 |
|
От 3,8 до 6,0 |
+ 0,05 |
|
|
3 |
От 6,0 до 14, 0 |
± 0,10 |
|
4) Для 3 группы пружин, указанные предельные отклонения применяются к уменьшенной толщине t' (см. пункт 4 и 5). |
||
6.3. Допуск на высоту пружины в свободном состоянии, lo
Таблица 6
|
Группа |
t |
Предельные отклонения |
|
1 |
Меньше чем 1,25 |
+ 0,10 |
|
2 |
От 1,25 до 2,0 |
+ 0,15 |
|
От 2,0 до 3,0 |
+ 0,20 |
|
|
От 3,0 до 6,0 |
+ 0,30 |
|
|
3 |
От 6,0 до 14,0 |
± 0,30 |
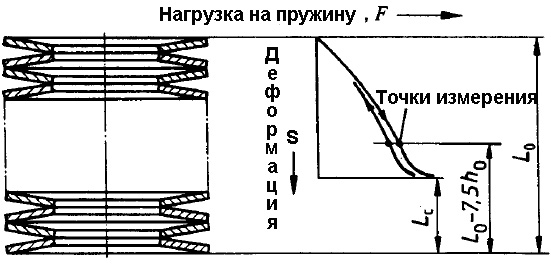
Рис. 2: Точки измерения для кривых нагружения и разгрузки
7. Допуски на нагрузку тарельчатых пружин
7.1. Одиночные пружины
Статическая нагрузка F на одиночную пружину в свободном состоянии (L0 – s) должна определяться для пружины в нагруженном состоянии, при этом необходимо использовать подходящую смазку. Плоские пластины, между которыми зажимается пружина, должны быть закалены, отшлифованы и отполированы.
В нормальных условиях должны применяться значения, указанные в Таблице 7.
Таблица 7
|
Группа |
t |
Предельные отклонения для F, при l0 – 0,75 h0 в процентном соотношении |
|
1 |
Меньше чем 1,25 |
+ 25 |
|
2 |
От 1,25 до 3,0 |
+ 15 |
|
От 3,0 до 6,0 |
+ 10 |
|
|
3 |
От 6,0 до 14,0 |
± 5 |
Для того чтобы значения соответствовали установленным допускам, может быть необходимо превысить допуски, которые указаны для l0 (см. Таблицу 6).
7.2. Пакеты тарельчатых пружин с последовательным расположением.
Необходимо использовать пакет из 10 пружин с последовательным расположением, для того, чтобы определить отклонение в нагрузке между кривой нагружения и разгрузки для пакета пружин с последовательным расположением. Одиночные пружины необходимо центрировать с помощью штифта в соответствии с пунктом 16. Плоские пластины, между которыми зажимается пружина, должны быть закалены, отшлифованы и отполированы.
Прежде чем проводить испытание, пружины должны быть сжаты на удвоенную номинальную нагрузку F (где s приблизительно равно 0,75 h0).
При (L0 - 7,5 h0), нагрузка на пружину, которая определяется для кривой разгрузки, должна по меньшей мере составлять в процентах минимальное значение указанное в Таблице 8, от нагрузки на пружину, которая определена для кривой нагружения. (см. Рис. 2).
Таблица 8
|
Группа |
Минимальная нагрузка на пружину (кривая разгрузки) в процентах, для пружин серий |
||
|
А |
В |
С |
|
|
1 |
90 |
85 |
|
|
2 |
92,5 |
87,5 |
|
|
3 |
95 |
90 |
|
В пределах указанных допусков форма одиночной пружины будет отличаться от геометрически идеальной (правильной) формы пакета пружин. Принимая во внимание эффект трения, это будет влиять на кривую нагружения/деформации для пакетов пружин, которая будет отличаться от установленной для суммы результатов (значений) приведённых для отдельных пружин (см. подпункт 7.4 DIN 2092).
Как правило, пакеты пружин тестируют в соответствии с схемой, используемой на практике.
8. Зазор между тарельчатой пружиной и центрирующим элементом
Для того, чтобы удерживать пружину в определённом положении, необходимо использовать определённые вспомогательные элементы, преимущественно внутренние, например – штифты. В том случае, если используются внешние центрирующие элементы, предпочтительно использовать стаканы. Рекомендуется, чтобы размер зазора между пружиной и центрирующим элементом соответствовал значениям, указанным в Таблице 9, в функциональной зависимости от наружного или внутреннего диаметра пружины.
Таблица 9
|
Di или De |
Примерная величина зазора |
|
До 16 |
0,2 |
|
От 16 до 20 |
0,3 |
|
От 20 до 26 |
0,4 |
|
От 26 до 31,5 |
0,5 |
|
От 31,5 до 50 |
0,6 |
|
От 50 до 80 |
0,8 |
|
От 80 до 140 |
1 |
|
От 140 до 250 |
1,6 |
9. Допустимая осадка тарельчатых пружин
Для ознакомления с соответствующими понятиями смотрите DIN 2092.
После прохождения этапа термической обработки, каждая пружина должна подвергаться предварительной деформации, таким образом, чтобы значения, приведённые в Таблице 7 соответствовали удвоенной номинальной нагрузке F (где s приблизительно равно 0,75 h0).
В том случае, если пружины подвергаются статической нагрузке, тогда нормативные значения релаксации, приведенные на Рис.3 и Рис. 4, не должны быть превышены.
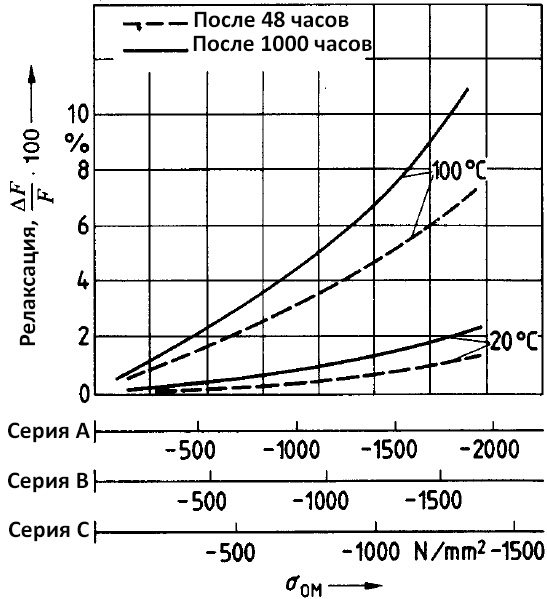
Рис. 3: Изображение допустимых значений релаксации для пружин, изготовленных из стали Ck
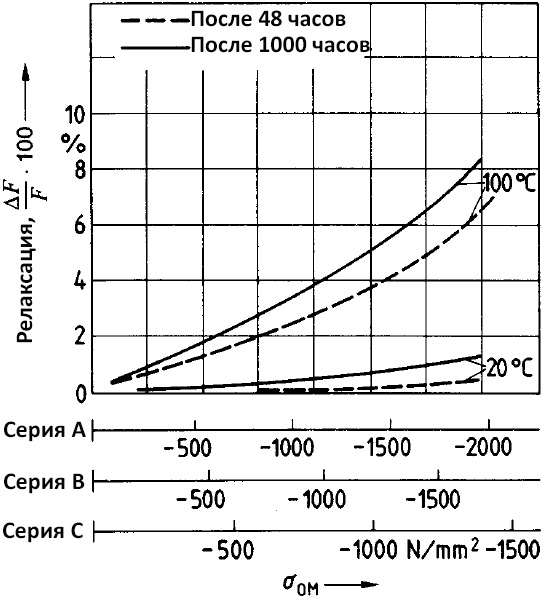
Рис. 4: Изображение допустимых значений релаксации для пружин, изготовленных из высоко-качественной хромистой стали или из хром-ванадиевой стали в соответствии с DIN 17 221 и DIN 17 222
В тех случаем, когда эксплуатационная температура превышает 100 ˚С, необходимо обратиться за дополнительной информацией или консультацией к производителю пружин.
10. Точки напряжения в пружинах, которые подвергаются воздействию статической нагрузки или же умеренной усталостной нагрузки
В тех случаях, когда пружины, изготовленные из тех видов стали, которые указаны в DIN 17 221 или DIN 17 222, подвергаются воздействию статической нагрузки или же умеренной усталостной нагрузки, нормативное напряжение в точке, которая обозначена как 0М (σ0M), должно быть примерно равным пределу текучести Re используемого материала (например, 1400-1600 N/мм2).
Если пружины используются в условиях большего напряжения, тогда возникает высокая вероятность того, что они будут подвергаться деформации или релаксации (см. Пункт 9).
11. Точки напряжения в тарельчатых пружинах, которые подвергаются воздействию усталостной нагрузки
11.1. Минимальная начальная деформация, чтобы избежать поломки пружины
Пружины, которые подвергаются воздействию усталостной нагрузки должны быть изготовлены и установлены таким образом, чтобы показатель начальной деформации s1 находился в пределах 0,15 h0 – 0, 20 h0. При таком показателе начальной деформации можно избежать поломки верхней внутренней грани пружины (точка, обозначенная как I на Рис. 1), которая может быть вызвана остаточным напряжением от процесса осадки.
11.2. Точки напряжения
Рисунки 5-7 отображают срок службы конических тарельчатых пружин, подвергающихся воздействию усталостной нагрузки, которые не были упрочнены дробеструйной обработкой. На них приведены нормативные значения для диапазона напряжений σH, в функциональной зависимости от минимального напряжения σU, для трёх разных значений количеств циклов N, а именно где N является меньшим или равным 2 • 106, равным 105, или же равным 2 • 105. Средние значения для иного количества циклов могут быть вычислены на основе вышеуказанной информации.
Данные приведённые на Рисунках 5-7 представляют собой результаты полученные в ходе проведения лабораторных исследований при использовании оборудования для испытаний на усталость, которое может производить синусоидальные циклы нагрузки. Статистические результаты, полученные в ходе проведения испытаний, правильны на 99%. В качестве образцов для испытаний были использованы 10 одиночных пружин с закалёнными поверхностями, соединенных в пакет с последовательным расположением, которые были изготовлены для использования в условиях температуры окружающей среды, снабжены внутренним или внешним центрирующим элементом с гладкой поверхностью, с минимальными показателями деформации s1, от 0,15 h0 до 0,20 h0.
Чтобы обеспечить ожидаемый срок службы до усталостного разрушения, пружины должны быть защищены от механических повреждений или любых других негативных воздействий.
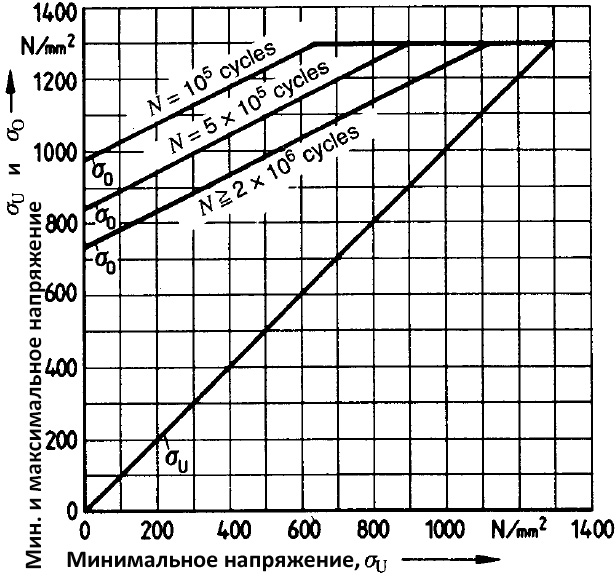
Рис. 5. Графическое изображение срока службы пружины, когда t меньше чем 1,25 мм.
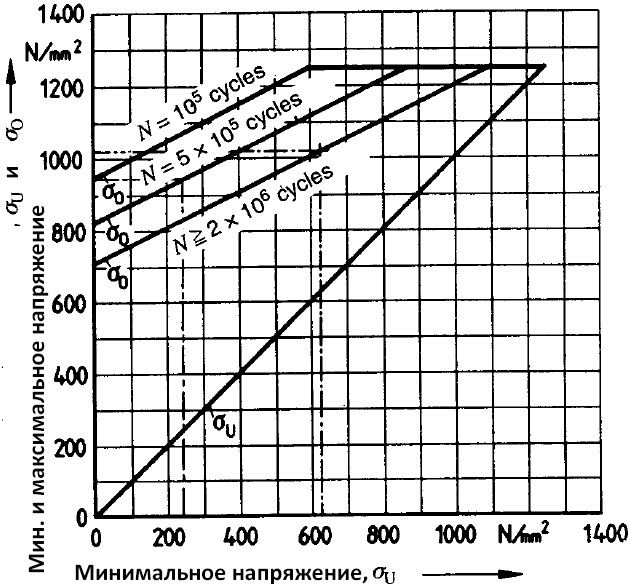
Рис. 6. Графическое изображение срока службы пружины, когда 1,25 мм ≤ t ≤ 6 мм (Штрихпунктирная линия обозначает примеры, которые указаны в подпунктах 10.2.1 и 10.2.2 DIN 2092)
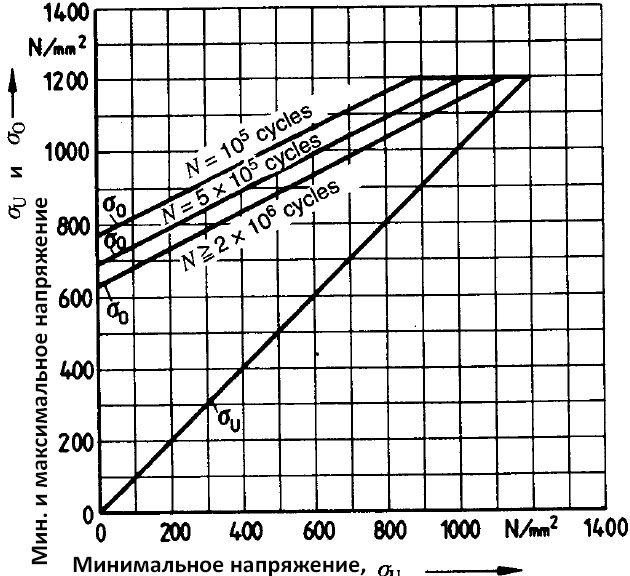
Рис. 7. Графическое изображение срока службы пружины, когда 6 мм < t < 14 мм
Следует отметить, что на самом деле циклы нагрузки не имеют синусоидальной формы. В тех случаях, когда на пружину воздействуют дополнительные типы нагрузки (например, непредвидимая динамическая нагрузка или же нагрузка, которая вызвана резонансными колебаниями), можно предположить, что срок службы таких пружин будет более коротким. Для вышеописанных случаев, значения, указанные на рисунках должны быть пересчитаны учитывая соответствующие факторы безопасности, в случае необходимости необходимо обратиться за консультацией к производителю.
ПРИМЕЧАНИЕ: Здесь не представлена достоверная информация касательно срока службы пружин, произведённых из материалов, которые отличаются от указанных в данном стандарте, для пакетов пружин, состоящих из более нежели десяти одиночных последовательно расположенных пружин, для пакетов пружин с иным расположением пружин, а также касательно пружин, которые подвергаются химическому или термальному воздействию. Во всех вышеописанных случаях, необходимо обращаться за информацией или консультацией к производителю.
В тех случаях, когда пружины проявляют высокую понижающуюся нагрузку/кривую деформации (пружины серии С, которые состоят из большего количества последовательно расположенных одиночных пружин), есть вероятность возникновения неравномерного распределения нагрузки, которое вызвано влиянием трения, возникающего между пружинами, центрующего элемента или же размерными отклонениями. В вышеописанных ситуациях, торцы пружины, которые подвергаются деформации, получают большую нагрузку, что приводит к уменьшению срока службы пружины.
12. Виды используемых материалов
В соответствии с данным стандартом, пружины должны быть изготовлены из высококачественной стали с модулем эластичности Е 206 000 N/мм2, как указано в DIN 17 221 или DIN 17 222. Следует отметить, что сталь Ck может использоваться только для изготовления 1 группы пружин.
ПРИМЕЧАНИЕ: Другие материалы могут использоваться по согласованию (например, нержавеющая сталь для пружин в соответствии с DIN 17 224 или медные сплавы (пружинная бронза) в соответствии с DIN 17 777), поскольку их модули эластичности и прочностные характеристики будут отличатся от свойств материалов, которые здесь описаны. В этих случаях значения, приведённые для F или σ, в Таблицах 2-4 теряют значение и не могут быть применены.
13. Процесс производства тарельчатых пружин и качество обработки поверхности
Таблица 10
|
Группа |
Процесс производства |
Шероховатость поверхности**) в μm на |
|
|
Верхней и нижней поверхности |
Наружной и внутренней поверхности |
||
|
1 |
Токарная обработка, холодная формовка, скруглённые кромки |
Ra < 3,2 |
Ra < 12,5 |
|
2 *) |
Токарная обработка, холодная формовка, точёные наружный и внутренний диаметры De и Di, скруглённые кромки |
Ra < 6,3 |
Ra < 6,3 |
|
Токарная обработка, холодная формовка, скруглённые кромки |
Ra < 6,3 |
Ra < 3,2 |
|
|
3 |
Холодная или горячая формовка, все стороны точёные, скруглённые кромки |
Ra < 12,5 |
Ra < 12,5 |
|
*) Если нет иных указаний использование специальных процессов производства зависит от решения производителя (см. пункт 5). **) Указанные значения не могут применяться к уплотнениям, которые прошли обработку дробеструйным упрочнением. |
|||
Поверхности должны быть гладкими, без повреждений любого характера, царапин, трещин или признаков коррозии.
14. Закалка и обработка поверхности
14.1. Закалка
После закалки, пружины не должны подвергаться обезуглероживанию, на глубину, превышающую 3% её толщины.
Для обеспечения прочности с наиболее минимальной релаксацией, твёрдость пружины должна быть в пределах 42-52 HRC. Для 1 группы пружин, твёрдость металла необходимо определять по методу Виккерса.
14.2. Дробеструйное упрочнение
Рекомендуется, чтобы дробеструйное упрочнение применялось к пружинам, которые подвергаются сильным нагрузкам, что позволяет повышать показатели, указанные на Рисунках 5-7. Обработка пружин дробеструйным упрочнением должна быть оговорена.
14.3. Защита от коррозии
Необходимость применения и вид защиты от коррозии зависят от области и функций применения определённой пружины. Подходящие методы защиты от коррозии включают в себя фосфатирование, отделку чернением, или же применение защитных металлопокрытий, таких как цинк или никель.
Процесс гальванизирования с использованием водных растворов не может предотвратить риск водородной хрупкости металла. Пружины с твердостью, которая превышает 40 HRC подвержены большему риску водородного охрупчивания чем более мягкие пружины. Особое внимание следует уделить выбору материала, процесса производства, закалки и обработки поверхности пружин (см. DIN 50 969). В тех случаях, когда пружины нужно гальванизировать, рекомендуется проконсультироваться с производителем, а также убедиться в том, что данная процедура обработки не будет применена к пружинам, которые подвергаются усталостной нагрузке.
15. Испытание тарельчатых пружин
Определение свойств, описанных в подпунктах 15.1 и 15.2, должно быть предметом соглашения между покупателем и производителем.
15.1. Контроль размеров и других характеристик пружины
Технические характеристики, описанные в Разделе 5 DIN 267 должны применяться в дополнение к характеристикам и уровням качества, которые указаны в Таблице 11.
Таблица 11
|
Характеристики пружин |
AQL Значение |
|
Основные характеристики Нагрузка на пружину F (где s примерно равно 0,75 h0) Наружный диаметр De Внутренний диаметр Di |
1 |
|
Менее значимые характеристики Полная длина пружины в свободном состоянии l0 Толщина пружины t или t’ Шершавость поверхности Ra |
1,5 |
6.1.Испытания пружин на прочность
Метод измерения твердости металла по Роквеллу должен применяться как описано в Части 1 DIN 50 103, а метод измерения твердости металла по Виккерсу (для 1 группы пружин) как описано в DIN 50 133. Вдавливание должно выполняться на верхней поверхности пружины, в точке, которая расположена по центру между внешним и внутренним краем.
7.Прочие требования
В тех случаях, если это возможно, центрирующий элемент и посадочное место должны быть изготовлены из упрочнённых материалов, с глубиной обезуглероженного слоя примерно 0,8 мм и твердостью 55 HRC. Поверхность центрирующего элемента должна быть гладкой и, если это необходимо, отполированной.
В тех случаях, когда пружина подвергается статической нагрузке, разрешается использовать незакалённые центрирующие элементы.
Стандарты, ссылки на которые присутствуют в тексте
|
DIN 267 Часть 5 DIN 1777 DIN 2092 DIN 6796 DIN 17 221 DIN 17 222 DIN 17 224 DIN 50 103 Часть 1 DIN 50 133
DIN 50 969 |
Крепежные элементы; технические условия поставки; приёмочный контроль (дополненная версия ISO 3269:1984) Пластичные медные сплавы для пружин; технические условия поставки Проектирование конических тарельчатых пружин Тарельчатые пружинные шайбы для узлов с гайками/болтами Горячекатаная сталь для пружин; технические условия поставки Холоднокатаная сталь; технические условия поставки Нержавеющая проволока и сталь; технические условия поставки Метод измерения твердости по Роквеллу; шкалы С, A, B, F Метод измерения твердости по Виккерсу; HV 0,2 – HV 100 Закалка химически обработанных и/или гальванизированных высокопрочных стальных элементов для предотвращения водородной хрупкости |
Другие значимые стандарты
|
DIN 1016 DIN 1544 DIN 8201 Часть 1 DIN 50 942 DIN 59 200
|
Горячекатаные стальные листы и полосы; допуски на размер, форму и вес Стальные листовые прокаты; холоднокатаные стальные полосы; размеры, предельные отклонения и допуски на формы Абразивные материалы; классификация и обозначения Фосфатирование металлов; методы тестирования Горячекатаные широкие листовые прокаты; размеры и допуски на размер, форму и вес |
Предыдущие издания
DIN 2093; 05.57, 04.67, 04.78, 09.90.
Правки и Дополнения
В сравнении с изданием, вышедшим в Сентябре 1990 года, были внесены следующие правки:
- В Таблице 4, было исправлено значение, указанное для Di, где Dе равняется 50.
- В Таблице 5, было скорректировано предельное отклонение, указанное для 2 группы пружин.
